









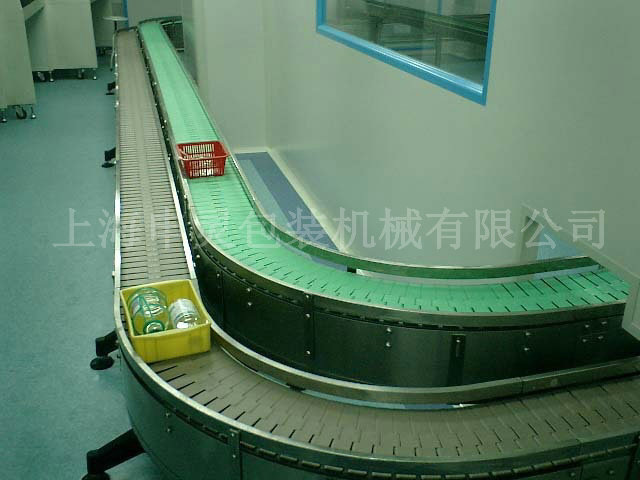







(1)果汁饮料空瓶包装生产线上电后A和B传送带并行反向运行,其速度由变频器面板设置,固定运行,调试成功后不需要更改。
(2)两端的移载传送带负责把工装台在两条A和B传送带之间循环移载。例如当工装台沿A线运行到“右一”前A1位置碰到检测的行程开关,则当“右一”处于空闲时(无工装台在上面,也没有工装台堆积在B传送带起点B1时),“右一”将会进入单向移载程序。这时工装台继续运行到就位位置A1’触动行程开关,则“右一”气缸会顶升,把工装台顶起来,“右一”传送带启动运行,把工装台送到对面的B1起点,然后气缸放气,工装台放下。这就完成了一次单向移载。“左一”运行方式同上述方式的顺序是一致的。
(3)在选择不同的小段组合工作运行模式时,如果两条传送带被分成两段或三段循环运行,则中间的两段移载传送带负责把工装分别在各自的循环路径上移载,实现分段运行。例如当工装台沿A传送带运行到“左二”前位置A3,则开始进行移载检测,如果“左二”处于空闲时(无工装台在上面,也没有工装台堆积在B传送带出口点B3时),“左二”将会进入移载程序,这时工装台继续运行到就位位置A4触动行程开关,则“右一”气缸会顶升,把工装台顶起来,“右一”传送带启动运行,把工装台送到对面的B4点,然后气缸放气,工装台放下。这就完成了一次果汁饮料空瓶包装生产线上A向B的工装台移载。而对面的工装台也可按相仿的顺序从B5点转移到A5点。
(4)中间移载传送带根据各循环路径上工装到位的先后顺序来排队,先到先走,解决两边冲突的问题。
(5)移载传送带通过气缸顶升和皮带滚轮传送来实现工装移载
(6)现场有手/自动转换开关、脚踏开关用以实现手动操作。
(7)整条线运行前先根据要求选择运行模式(即小段组合运行方式)(果汁饮料空瓶包装生产线 http://www.shenlbz.com/)。
.jpg)
![]()

